





 扫一扫
扫一扫

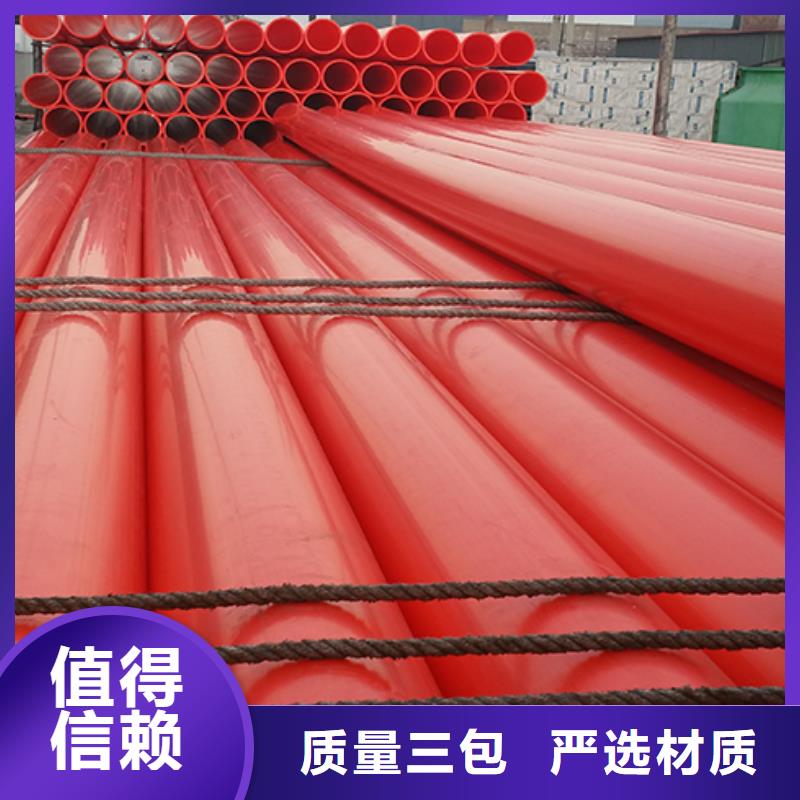
MPP电力管【泥浆管道】专业生产制造厂")
MPP电力管【泥浆管道】专业生产制造厂")
MPP电力管【泥浆管道】专业生产制造厂")
MPP电力管【泥浆管道】专业生产制造厂")
MPP电力管【泥浆管道】专业生产制造厂")
MPP电力管【泥浆管道】专业生产制造厂")
(2)MPP电力管焊接阶段
1、夹紧
(1)将欲焊接的管材置于机架卡瓦(去除管材内异物,清洁管口)。使两端伸出的长度相当(在不影响铣削和加热的情况下尽可能短,宜保持20-30mm);
(2)将机架后退到较后方,然后进前一个铣刀放入机架的位置,管材机架以外的部分用支撑物托起,使管材轴线与机架中间线处于同一高度。调整机架管材位置使管材两端对齐,较后锁紧卡瓦【松开螺栓,把合适的减径器(卡瓦)装入卡具中,将管材装入卡瓦并调试平行,用手或扳手将螺栓拧紧】。
注意:在装夹管材前必须对加热器预热到设定温度。

MPP电力管【泥浆管道】专业生产制造厂")
MPP电力管【泥浆管道】专业生产制造厂")
MPP电力管【泥浆管道】专业生产制造厂")

MPP电力管【泥浆管道】专业生产制造厂")


技术支持:cnwbgg.com